
Keep up with the latest IoT-based building automation, and follow us on LinkedIn!
With the advancement of automation and digitization, the manufacturing sector is becoming more competitive than ever. Manufacturers are automating their entire production process with an aim to build high-quality goods at a large scale. While producing at a large scale to cater to global markets, Manufacturing Plants distributed geographically consume a large amount of energy and process a large amount of raw material. Similarly, operating at a large scale requires convoluted controlling at multiple levels across various segments. Moreover, conducting such activities at the most efficient level possible is a challenge in itself. At the same time, they place equal emphasis on fulfilling their social responsibility to operate in a sustainable manner. IoT automation has the potential to solve that challenge and can reduce cost by improving energy efficiency in Manufacturing Plants.
Pain points of a Manufacturing Plant manager
The presiding officers who are responsible for managing gigantic manufacturing plants go through various challenges in their day-to-day activities. Some of the issues have been mentioned below:
1. High energy cost
• At times, some machines operate sub-optimally and consume high energy, increasing the overall energy consumption.
• Electricity bill penalties due to a low power factor
• Non-monitoring of transformer’s efficiency
• HVAC equipment is manually operated, leading to energy wastage
2. No visibility into machine health
• No benchmarking is performed to classify energy-efficient and inefficient machines
• No visibility into input voltage of machines
• No visibility into the health of induction motors
3. Electrical health & safety
• Current and voltage imbalance leading to electrical hazards
• Voltage drops in electrical distribution lead to load regulation errors
• Overheating of panels due to electrical anomalies can lead to a mishap
IoT based energy and asset management solution by Zenatix is your saviour!
IoT based automation enables multiple power-operated devices to digitally connect with a centralized gateway using wireless sensors and actuators, empowering the Plant Manager to monitor and manage operations of huge manufacturing plants efficiently at an ease from anywhere in the world. It allows recording and analyzing data as per the desired perspective using AI/ML algorithms through a centralized cloud platform.
A thoroughly monitored and controlled manufacturing plant would help in optimizing energy consumption, monitoring machine health, promoting electrical safety and enabling predictive maintenance.
Let’s gain an understanding that how Zenatix deploys its IoT solution at a Manufacturing Plant
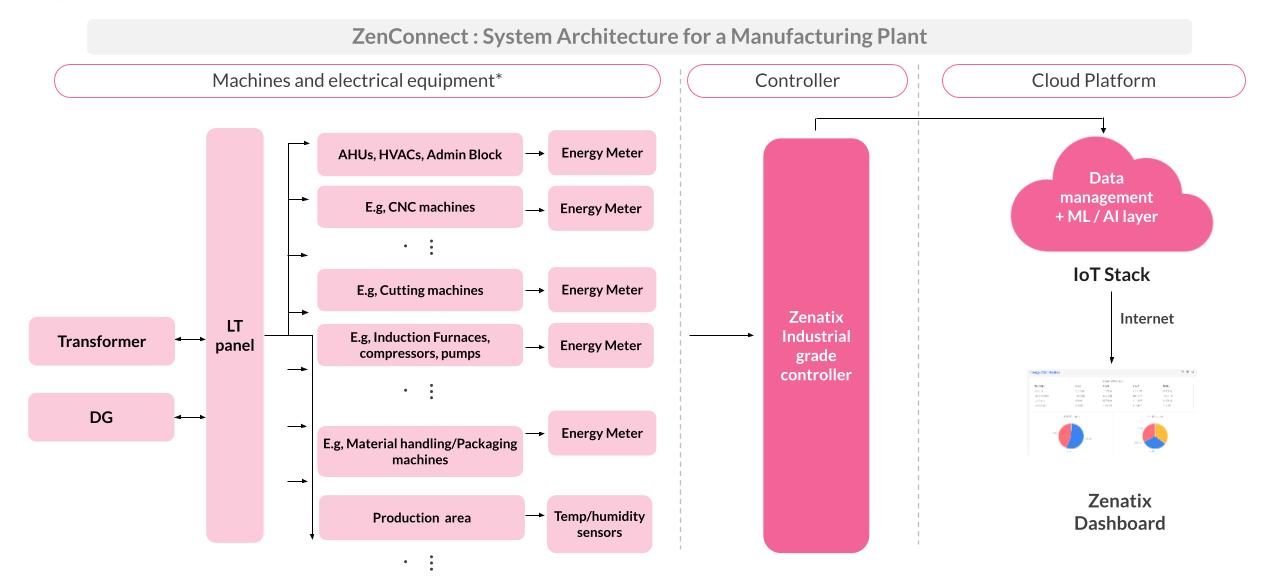
Being power-centric, manufacturing plants require a high supply of electricity to run. The main sources of electricity are the electricity board, diesel generators and solar power. The transformer maintains the frequency while transferring power to multiple circuits. The electricity is then transferred to the LT panel, which distributes the same to various plant equipment.
Common power-consuming equipment at a Manufacturing Plant includes HVACs, AHUs, CNC machines, cutting machines, Induction furnaces, compressors, pumps, material handling machines, packaging machines and production machines.
Zenconnect installs its sensors and actuators beginning right from the transformer and LT panel to all the electrical equipment, wherever required to constantly extract data. All the data about power consumption and machine operation is then collected by the Zenatix Industrial grade controller.
The controller transfers the extracted data to the cloud platform. Cloud stores the data and generates insights and statistics using ML/AI algorithms. Such statistics are displayed in the form of charts and graphs and are provided at the centralized Zenatix Dashboard. This dashboard enables constant monitoring remotely at any time. It provides access to automated control of assets. Maintenance tickets and alerts also pop up on the dashboard.
The deployment of the solution takes place at ease using the wireless and plug & play feature. Since it is OEM agnostic, it can interoperate among various systems. It also allows sensor and schedule based automated operations for efficiency.
Benefits delivered at the Manufacturing Plants!
1. Centralized energy optimization
Centrally monitoring the supply and requirement of power, allows each machine to obtain the optimal amount of power which would enable it to work efficiently. This helps them operate at the best of their potential at minimum consumption cost.
2. Energy Benchmarking
Monitoring of the energy consumed allows determining the amount of energy consumed by similar machines with similar occupancies, capacity and sizes. This helps to identify which machine is working most efficiently as per the standards and which machines are consuming the extra bit to operate.
3. Improved Machine Health
When post monitoring the right amount of power will be provided to the machine, it would help to maintain machine health. This would prevent overheating and short circuits. Hence, machines would work up to the best of their potential consuming the correct amount of power.
4. Machine run time monitoring
The operating time of the machines is determined on a real-time basis to identify how long it took to produce a particular quantity. The operation can be automated too based on schedule and sensors in order to prevent running when not required.
5. Automated ticketing system
In case any kind of constant degradation in the performance of a machine is detected which can lead to malfunction, the dashboard automatically generates a maintenance ticket for the facilitator to call for service.
6. Electricity bill penalty reduction
Constant monitoring prevents situations like having a low power factor which leads to higher current flow for a given load. Such a situation leads to fines and penalties by the board. Sensors keeping in check the flow of current would not let any such situation arise.
Multi-level benefits for a portfolio of plants
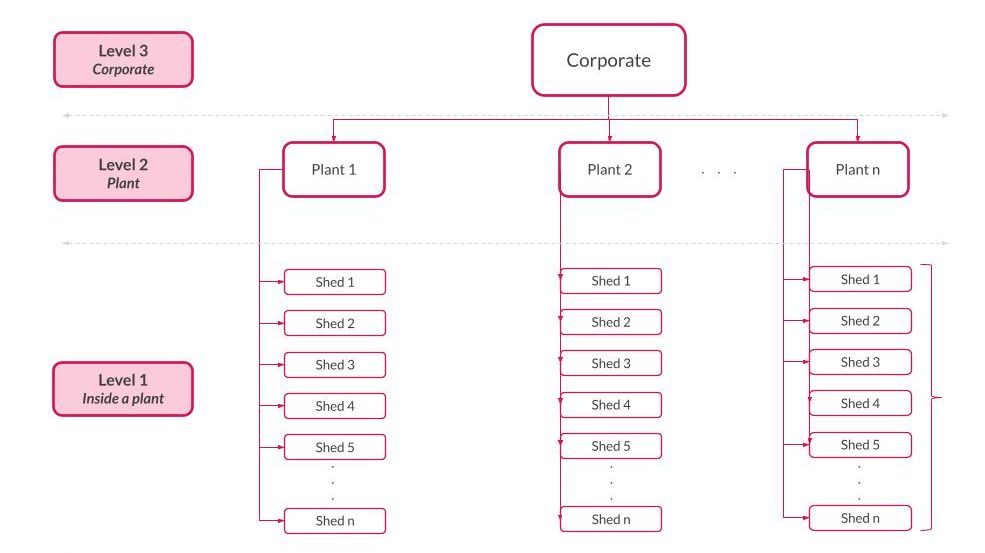
The above-mentioned benefits can be enjoyed at various levels due to its feature to customize the levels at which monitoring is required.
Firstly, visibility would be enabled at the company or organization level where energy benchmarking and machine health benchmarking can be done across different plants. Secondly, visibility can be switched to plant levels where machine health, power transmission and power factor can be monitored for particular plants. Lastly, ensuring visibility and drilling down of issues can be done inside a plant too, at machine or shed levels. Here, voltage drops, energy consumption and distribution from the main LT panel can be determined for each section of machines or even for particular machines.
To become a smart manufacturing plant, choose the smart solution
Zenconnect by Zenatix aims to make work easier, to increase efficiency and also to increase product quality. Today most of these innovations are not just innovative but also automated, so the products can be produced at a faster rate than ever. Such a futuristic approach would empower the manager to a whole new level.
Zenatix is one of the leading IoT companies in India that can help you switch to intelligent technologies efficiently. To know more about how Zenatix has been in action in the past with its current clientele, go through some real-life cases.
Keep up with the latest IoT-based building automation, and follow us on LinkedIn!